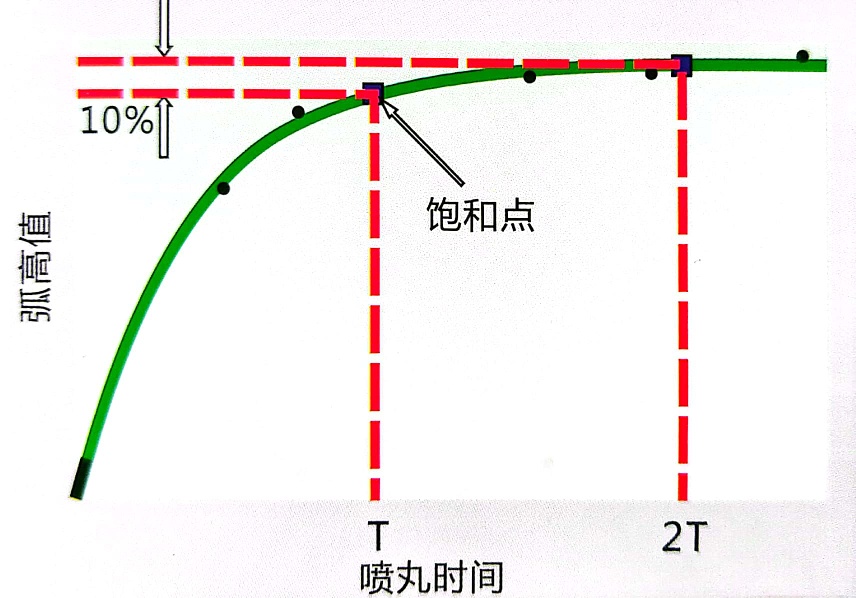
“喷丸强度”是与喷丸后零件的残余压应力层深直接相关的量。喷丸强度越高,残余压应力的层深以及硬化层的厚度越大。喷丸强度是采用一组标准的钢材料试片(阿尔门试片),分别喷丸不同时间进而绘制出饱和曲线来计算的。喷丸强度是指当时时间增加一倍时,弧高值的增加刚好为10%的那一个点,也叫做饱和点。
丸料在零件表面上击打的凹坑受到冲击角度的影响。想象一下一个机械枪对这一个垂直放置的钢板进行开火。如果我们钢板以一定的角度倾斜放置,那么子弹击打的效果将会减小。这种现象在战斗坦克的设计中也会用到。如果阿尔门试片与丸料束流的角度不垂直,那么与垂直相比其喷丸击打效果也会同样减小,进而喷丸强度也会减小。
丸料的击打会造成零件表面的塑性变形,在零件表面产生压应力硬化层,可以提高零件的疲劳抵抗能力。零件的疲劳裂纹只能在拉应力的环境中进行循环时才能生成和长大。一般外加应力在零件的表面上是最大的,尤其是处于弯曲应力的状态时。零件表面的残余压应力可以减少施加在零件上的拉应力。
残余压应力之所以在零件表成发挥有效作用的原因并不都是显而易见的。作为类比分析,考虑拿一个橡胶套套在一个轴上面,例如套在一个板球板或曲棍球的柄部,那么这个橡胶套是处于拉应力的状态。试想如果在这橡胶套的表面划一个口子,那么由于拉应力的作用这个口子会发生扩展。但是如果这个橡胶套是在压应力的状态,那么由于压应力的作用,这个口子会发生闭合。
喷丸强度可以直接控制残余压应力硬化层的厚度。





